こんにちは、Make WakのWak (@wak198)です。
今回は3Dプリンターで
「モデルを綺麗に出力したいなら、プリント温度はできるだけ下げた方がいい」
「糸引きで困っているなら、プリント温度はできるだけ下げた方がいい」
というお話です。
こんな不良で悩んでいませんか↓
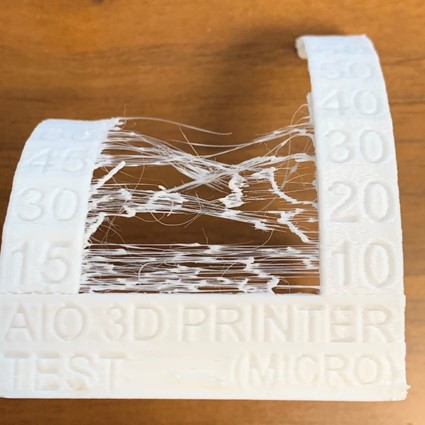
こんな風にフィラメントがもじゃもじゃと細長く垂れ下がってしまうことを「糸引き」と呼んでいます。
糸引の不良は3Dプリンターではよく発生することで、多くの人が悩むことだと思います。
- モデルが綺麗に出力できない
- 毎回この糸引きが出るせいで、後処理が必要になって困っている
- もっと滑らかにモデルを出力したい
この糸引き、プリント温度を下げるだけで改善できるかもしれません。
詳しく見ていきましょう。
結論:プリント温度は低い方がいい
今回この記事でお伝えしたいことは「プリント温度はできるだけ下げた方がいい」ということです。
なぜでしょうか?
その方がモデルが「簡単に」「綺麗に」できるから、です。
以下は同じモデルを、同じ条件でプリントしてみたものです。プリント温度を220℃と180℃にしただけで、こんなにも差が出ます。
<Before>
プリント温度220℃(高すぎ)
ものすごい量の糸引きが発生してしました。この糸クズを取る手間が発生するのもさることながら、モデルの表面もブツブツになってしまったのであまりにも見た目が悪すぎます。
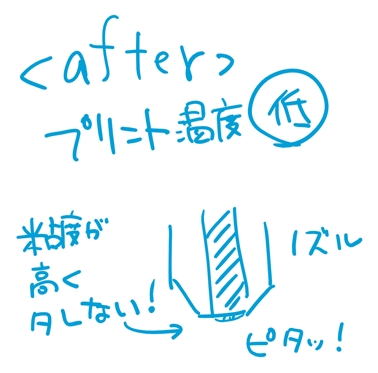
<After>
プリント温度180℃(できるだけ低め)
プリント温度をちょっといじってやっただけで、こんなにも綺麗になりました。
ほとんど糸引きは発生していません。これくらい綺麗なら、後処理をする必要もないのでラクができます。

たった1つパラメーターを調整してやるだけで、ここまでプリントが簡単に綺麗になるんだから、プリント温度を調整しない手はありませんね。
詳細
ここからはもう少し詳しく、実験結果を見ていきましょう。
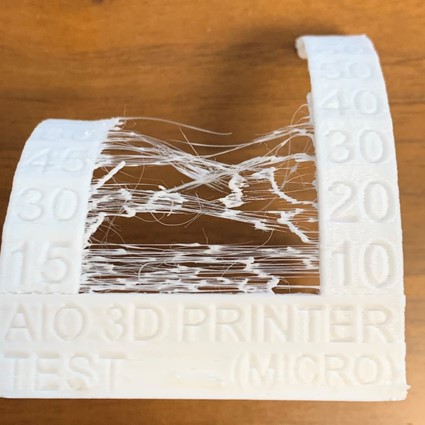
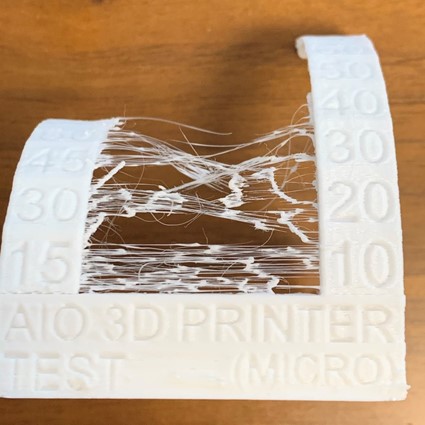
正面から見た場合
220℃
ものすごい量の糸引きが発生しています。
200℃
中間くらいの温度です。急激に改善されて、ほとんど問題ないレベルになりましたがまだわずかに糸引きがあります。(左下が折れているのは取り扱いの不注意によるものです…)

180℃
今回試した中で最も低い温度です。全く糸引が発生しなくなりました。よきよき。

側面から見た場合
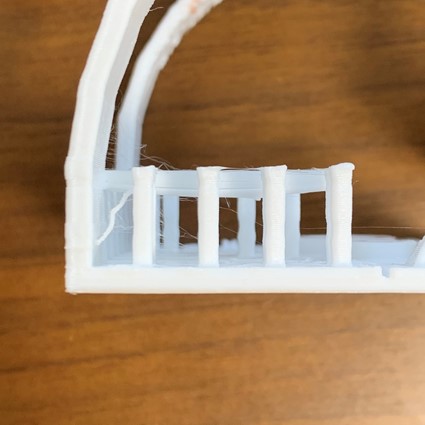
220℃
小さなピンとピンの間に糸引きが橋渡しされているのがよくわかります。

200℃
やっぱりちょっとだけ糸引きが発生しています。左下に大きな塊があるのも気になりますね。
180℃
ほとんど糸引きがなくなりました。これなら指でちょっとこすれば取れるぐらいのレベルです。

細かい部分の出来栄え
5mmくらいの小さな突起形状で、細かい部分の精度がどれくらい出るかを見てみましょう。
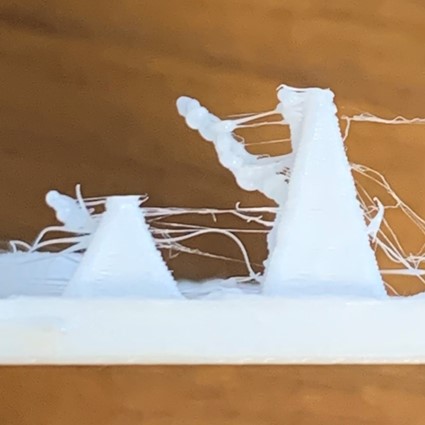
220℃
糸引きがあるのもさる事ながら、樹脂がダマになって垂れ落ちてしまい、まともに形が出ていません。プリント温度が高いことで冷却も間に合っていない感じです。
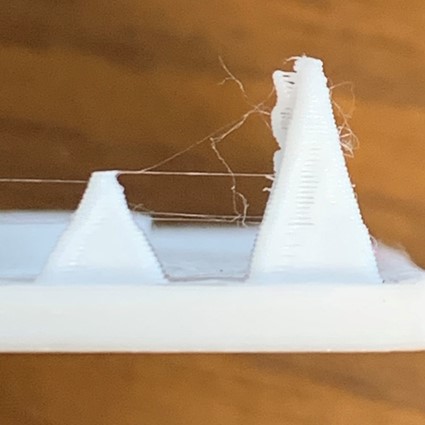
200℃
だいぶマシになりましたが、まだ樹脂が突き出していて、形がきちんと出ていません。
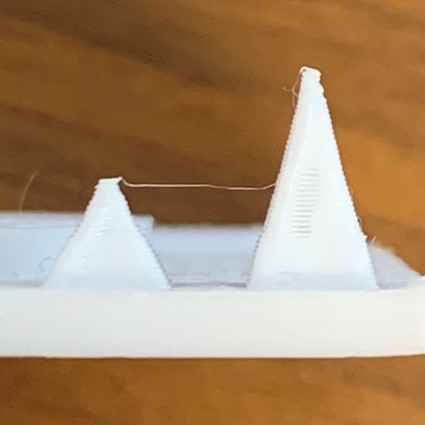
180℃
ほんのわずかに糸引きがありますが、ほぼ形がビシッと出ました。ノズルの径が0.4mmなので、それで描ける線の細さとしては限界レベルまできた感じです。これなら、モデルの寸法精度的にも問題なさそうですね。
原理:温度が高いと樹脂が柔らかくなって垂れ下がりやすい
なぜプリント温度が高いと糸引を起こしやすいかというと、ノズルの中に溜まっている樹脂が、高温では粘度が低くなってタラーッとタレてきやすくなるからです。

逆にプリント温度が低いとノズルの中の樹脂が高い粘度になるので、ピタッと止まってくれます。
このため、吐出がいらないところで樹脂がタレてしまって糸引きを起こすようなことがありません。
3Dプリンターというと、魔法の道具のように思われるかもしれませんが、結局は樹脂を溶かして押し出しているだけなので、こういうローテクな原理を理解することが重要になってきます。
参考:今回の実験条件
参考までに、今回この実験を行った環境は以下のようなものです。
特に特別なことはせず、単純にプリント温度だけを振っています。
| 項目 | 条件 |
| プリンター | Anycubic i3 Mega S |
| フィラメント | PRILINE PLA ホワイト |
| ノズル径 | 0.4mm |
| 温度(T) | 各条件 |
| ベッド温度(B) | 65℃ |
| 速度(S) | 25mm/s |
| フロー(F) | 100% |
| レイヤー高さ(L) | 0.2mm |
| ライン幅(W) | 0.4mm |
注意:プリント温度を下げすぎると二つの問題が起きる
確かに、プリント温度を下げすぎればいいというものでもありません。
一般的にプリント温度を下げて行くと、以下のような問題が発生します。
①プリント物の強度低下
プリント温度を下げていくと、樹脂があまり溶けなくなっていくので、層と層のくっつきが弱くなります。
最終的に、モデル全体の強度が下がっていき、ひどい場合にはモデルの真ん中でパキっと割れてしまうなんてことも起こります。
ただし、よっぽどプリント温度が低すぎたり、その他の条件が特殊だったり、モデルが細かかったりしないと起こることではありません。本当に強度が必要なフレームなどの部品でなければ、そこまで気にする必要はないんじゃないかなと思っています。
②フィラメントの吐出NG
更にもっと極端にプリントの温度を下げていくと、ノズルの中で樹脂が溶けなくなっていきます。
するとノズルの中でフィラメントが詰まり、吐出されなくなるという可能性もあります。
まあ、これもよっぽど極端にプリント温度を下げない限りは起こらないので、実際は問題にならないと思います。
おわりに:やっぱり温度は低めの方が良い
今回は「プリント温度はできるだけ低めの方が『綺麗に』『楽に』ブリントできるよ」ということについてお話ししました。
プリント温度を下げると、モデルの強度が下がったり、突出されなくなったりという課題も起こりえます。だけど、よっぽど極端な温度設定でなければ、そうそうありえないと思います。
あまりこれらの課題を気にしすぎるよりも、目の前のプリントを改善してしまった方がトータルとして楽ができるんじゃないかなと思います。
強度が必要な部品は、少し見た目を度外視して別のプリント条件を詰めていくのがいいでしょう。
今後も、3Dものづくりに関する情報を発信していきますので、参考にしてみてください。
それでは良いモデリングライフを! Wak
参考:今回の環境
◆3Dプリンター

◆フィラメントの情報
コメント