こんにちは、Make WakのWak (@wak198)です。
今回は3Dプリンターを扱う上でまず最初に覚えるべきだと思う5つのパラメータについて紹介します。
3Dプリンターを買ってみたけど、なかなかうまくプリントできない!と悩んでいる人は多いと思います。
Wakも初めて3Dプリンターを触った時「何から手を付けたら良いかわからない…」と途方にくれたので、そんな人を減らすための記事です。
それではいってみましょう!
結論:3Dプリンターの最重要パラメータはこの5つ!
いきなりですが結論から。
個人的には3Dプリンターの最も大切なパラメータは以下の5つだと思っています。
- 速度
- 温度
- ベッド温度
- レイヤー高さ
- ライン幅
正直3Dプリンターのパラメータって星の数ほどあって、どこから手をつけていいかわからないと思います。
なので、まずはこの5つのパラメータに絞って見ていきましょう。他のパラメータは、これらのパラメータが理解 & コントロールできるようになってからでも遅くありません。
詳細:5つのパラメータ
以降で細かく見ていきましょう。
それぞれのタイトルは「日本語」「英語」「おすすめの略称」「単位」を表示しています。
①速度(S : Speed) [mm/s]
速度Sはノズルが樹脂を押し出す際にどれくらい速く動くかをコントロールするパラメータです。
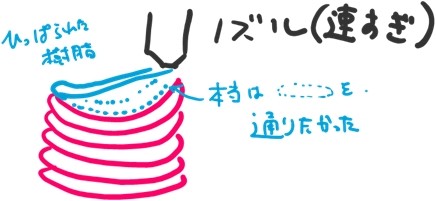
速ければ速いほど、プリントにかかる時間も短くなって嬉しいですが、速すぎるとプリント品質の低下を招きます。
プリント速度が速すぎると、ノズルから押し出された樹脂がくっつく前にノズルが樹脂を引っ張ってしまいます。このため、樹脂同士がきちんとくっつかずに形がくずれます。
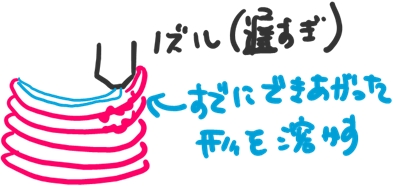
逆に極端に遅すぎると、ノズルがすでに積層したレイヤーに熱を加えすぎてしまいます。これではせっかく出来上がった形がぐずぐずに溶けてしまいます。
Wakの環境では、だいたい10mm/s~50mm/sで調整しています。
100mm/sを超えたら相当速いな、という感覚
5mm/sを下回ると相当遅いな、という感覚です。
いつも「S **」という感じでメモしています。
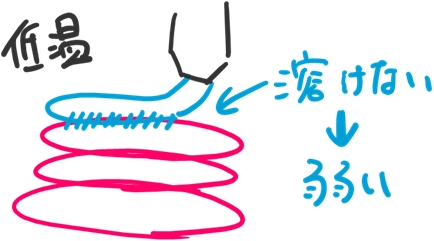
②温度(T : Temperature) [℃]
ノズル温度とも。フィラメント(樹脂)を何℃で溶かして押し出すかを決めるパラメータ。
温度が高ければ高いほど樹脂が溶けやすく、レイヤーの層と層の結合が強くなりやすいが、ノズルから樹脂がタラーッとたれてきやすい(=糸引きの原因になる)
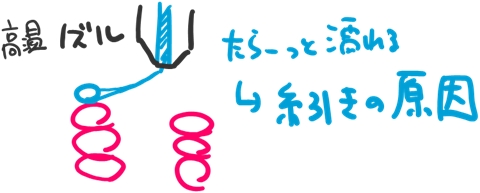
温度が低ければ低いほど押し出された樹脂が固まりやすく、形がきれいに出やすいが、層と層の結合が弱くなりモデル全体の強度が落ちる。
だいたいフィラメントのパッケージに推奨温度が書いてあるので、まずはそれに従えばいい。上手くいかないときは5℃刻みくらいで調整する。雑に調整するときは10℃刻み。
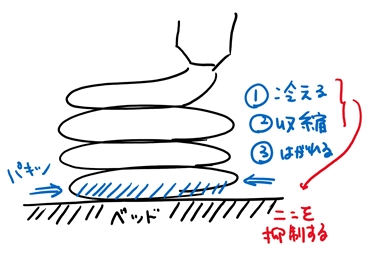
③ベッド温度(B : Bead temperature) [℃]
ヒートベッドの温度。ベッドのことはビルドプレートやヒートベッドとも言う。
温度が高ければ高いほど、1層目の樹脂とベッドの食いつきが良くなる。温度が低いと、1層目とベッドがくっつかなかったり、1層目が少し冷えてきたときの収縮でモデルが剥がれ落ちてしまったりすることがある。
ただし高すぎると電気を無駄に食ったり、プリントの開始までに時間がかかったりする。
だいたいフィラメントのパッケージに推奨温度が書いてあるので、まずはそれに従えばいい。上手くいかないときは5℃刻みくらいで調整する。
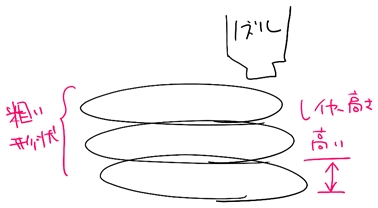
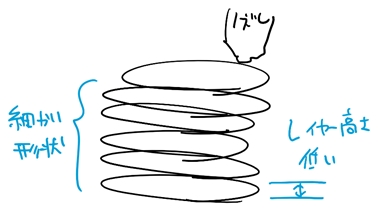
④レイヤー高さ(H : layer Height) [mm]
樹脂を積層するときの高さのこと。積層ピッチとも言う。
高さが高いほど、モデルは荒くなるが、積層する回数が減って速くプリントできるようになる。
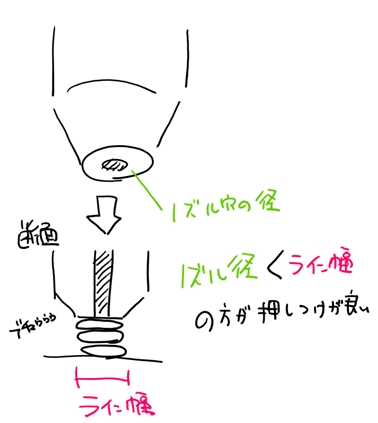
ノズル径(穴の直径)の半分ほどが良いと言われている。
プリント時間を短縮したり、逆にプリント時間は伸びてもいいから精度を出したかったりして、調整することが多い項目。
限界値は「試してみて、探る」したかない、というのが正直なところ。Wakは0.4mmノズルでH 0.1mm、0.2mm、0.3mmの3水準を使っている。
⑤ライン幅 (W : ライン Width) [mm]
1本ずつ線を引くときの幅。
幅が太いほど前の層との密着が良くなり、強度が上がりやすい。また、平面を速く埋められるのでプリント時間が短くできる。一方で、線が太く大雑把になるので細かな形状には対応しにくくなる。
レイヤー高さ < ライン幅の関係になるよう調整しておくことが望ましい。

それからノズル径 < ライン幅 の関係をキープする。ノズル径よりも細い線は絶対に出てこない。
理由:なぜこの5つが大事なの?
では、なぜこの5つのパラメータを重要パラメータとして候補として挙げたのでしょうか?
それはこれら5つのパラメータが、物理的な影響をダイレクトに受ける項目だからです。
速度は溶けた樹脂をどれだけ引っぱるかという、「力」に効いてきます。
温度は樹脂がどれだけ柔らかくなるか、また収縮するかを左右し、これも最終的には樹脂にかかる「力」に効いてきます。
高さや幅は、樹脂をどれだけ押し付けるか、という密着面積に影響し、これもやっぱり層の間の結合「力」に効いてきます。
3Dプリンターは単純に言えば、ただ溶けた樹脂をぶちゅーっと押し出しているだけにすぎません。
だから、樹脂の熱膨張収縮とか密着の影響をモロに受けます。
上に挙げた5つのパラメータは、こうした物理法則をダイレクトに受けるので影響が大きいのです。
また、単純でわかりやすいので初心者がコントロールしやすい、というのも理由の一つです。
補足:もちろんこれが全てではない
ここで挙げたパラメータ「以外」の設定項目は、どちらかと言うと「補正」というイメージになります。
例えば以下のようなものがあります。
- 寸法を何mm拡大・縮小するか
- ノズルが線を引く順番(外形からいくか、内部からいくか)
- 細かい部分まで樹脂を吐出して埋めるか埋めないか
- 中身の構造(インフィル)をどうするか
- etc…
みたいな。
直接出来栄えをコントロールするものというよりは、微調整したり、補正項をかけたりするイメージです。
これはこれでとても大事なので、ゆくゆくは覚えていって欲しいのです。が、上記では頭がパンクしてしまわないように、できるだけシンプルに見てみました。
おわりに
今回は3Dプリンターで実験をするときに、絶対押さえておくべきだと個人的に思っている5つのパラメータについて紹介しました。
もちろんここで紹介したもの以外にも大切なパラメータはたくさんあります。しかしこの5つのパラメータは、物理的な法則に直接影響与えるので、プリントの出来栄えに直結する最も重要なパラメータだと思います。
初心者のうちは、この辺のパラメータをいろいろいじってみて、どんなふうに出来栄えが変わるか体感してみてほしいと思います。
そして感覚がつかめてきたら、もっと細かいパラメータをいろいろいじってみてください。
その頃には、意味不明だった細かいパラメータも、今よりもっと理解しやすくなっていると思います。
3Dプリンターは、魔法の道具に見えて、なかなか奥が深いものです。
最適条件を出すのは骨の折れる作業ではありますが、一度手の内に入ってしまえば、好きなものを、好きなときに、高品質に、きれいに作れますので、皆さんもぜひいろいろ試してみてください。
僕のオススメ3Dプリンターとフィラメント以下で紹介していますので、興味があれば参考にしていてください。

それでは良いモデリングライフを! Wak


コメント