こんにちは、Make WakのWak (@wak198)です。
今回は3Dプリンターの1層目のプリント速度は極端に遅くした方がいい、という話です。
こんな失敗ありませんか?
- プリントの途中でモデルが剥がれてプリントが失敗してしまった
- 1層目のプリントで、細かい形状がぐちゃぐちゃになってしまった
実はこれ、3Dプリンターでもかなりあるあるな話です。
3Dプリンターの1層目の印刷は、他の部分に比べて格段に難易度が高く、また重要性も高いので非常に気を使う部分です。
今回は、この1層目のプリントに関して、プリントの速さ、速度の設定だけでかなり簡単に改善することができたので、その方法について紹介していきます
結論:1層目のプリント速度は極端に遅くする
繰り返しになりますが、今回の内容は、「3Dプリンターで1層目を印刷する時はプリント速度を極端に遅くした方が良いよ」というお話です。
例えば以下の写真では1層目のプリント速度を25mm/sから10mm/sまで下げています。その結果、1層目の定着に明らかな改善が見られました。
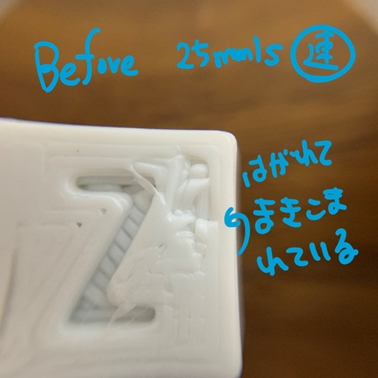
<Before>
25mm/s。細かいパターンの一部がプリントの途中で剥がれ、巻き込まれてしまった。ひどい時にはここを起点に1層目全体が剥がれ落ちてしまうこともある。(=プリント失敗。ゲンナリ)
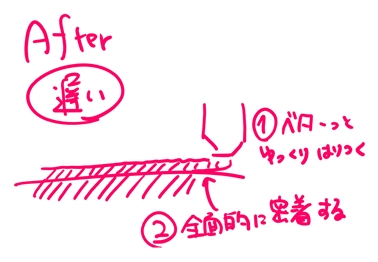
<After>
10mm/sまで遅くした。面全体がべったり張りついて、はがれる気配がありません。

速度のパラメーターを一つ変えただけですが、定着がハッキリ良くなりました。
写真では分かりませんが、ベッドからモデルをはがす時も、明らかにくっつきが強くなっています。
定着が良くなると、モデルが綺麗に作れるだけでなく、プリントミスを起こさないのでやり直しにかかる時間を削減することができます。
「また失敗した…」とストレスになることもありません。定着が失敗すると本当にイライラしますからね。
速度のパラメーター1つでこれらのミスを回避できるなら、とっても簡単だと思います。
理由:速度を遅くするとベッドに樹脂が密着しやすくなる
なぜ速度を遅くすると定着が良くなるかと言うと、ベッドと樹脂がなじむための時間が確保できるようになるからです。
速い速度でノズルが動くと、樹脂をチャッチャと引っ張ってしまうので、ベッドに樹脂がベターッと貼りつく前に樹脂を剥がしてしまいます。
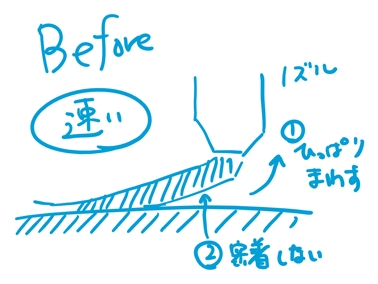
これで樹脂がベッドにうまく密着しなくて、細かい形状からはがれていってしまうのです
一方、ノズルがゆーっくり動くと樹脂がベッドにベターッと密着する時間が確保できるので、定着が良くなります。
なんだか地味な原理に思えるかもしれませんが、3Dプリンターって結局プラスチックを溶かして押し出しているだけなので、こういう地味でローテクな戦いの積み重ねなんですよね。
参考:ちなみに今回のプリント条件はこんな感じ
ちなみに参考までに、今回のプリント実験をした時の条件は以下のような感じです。
ノズル径0.8mm、ライン幅1.2mmという特殊な「極太プリント条件」でプリントしているので、定着にはやや有利な条件である(参考にならない部分もある)ことにご注意ください。
| 項目 | 条件 |
| プリンター | Anycubic i3 Mega S |
| フィラメント | PRILINE PLA ホワイト |
| ノズル径 | 0.8mm |
| 温度(T) | 170℃ |
| ベッド温度(B) | 65℃ |
| 速度(S) | 20mm/s |
| フロー(F) | 100% |
| レイヤー高さ(L) | 0.4mm |
| ライン幅(W) | 1.2mm |
ただし「1層目のプリント速度を遅くした方が定着には良い」という傾向自体は、どんな環境であっても変わらないと思いますので、参考になるかと思います。
注意:1層目の速度以外の項目もたくさんあります。
もちろん、1層目のプリント速度だけで「全ての定着の問題を改善できるわけではない」ことにはご注意ください。
例えばこの他にも1層目の定着を良くする方法として、以下のようなものが考えられます。
<このほかの定着を良くする方法>
- 1層目のレイヤー高さを低くする。例えばH 0.1mmとか。で、フローの量も多くする。例えば105%とか200%とか。
- 1層目のライン幅を広くする。例えば通常の1.5倍とか2倍とか。
- ハード側でベッドのレベリングをしなおす。
- ベッドの温度を高くする。例えば、今よりも+5℃とか。
- スティックのりを使う
- etc…
これでもまだまだ一部です。
それだけ1層目定着というのは色々なパラメーターの影響を受けるので、難しいところではあります。
でも今回の経験としては、1層目の速度を遅くするとてきめんに定着が良くなったんですよね。
1層目の速度の影響がかなり効果が大きいことは間違いありません。
おわりに
今回は1層目の定着を良くするためには、1層目のプリント速度を極端に遅くするといいということについて紹介しました
ただし、他にもベッドへの定着を良くする方法はたくさんあります。個人的には以下の流れで行うのがいいかなと思います。
<ベッドへの定着を良くするフロー>
- 前提としてベッドのレベリングができていること
- 次に1層目のフロー(樹脂の吐出量)を調整する。できるだけ多め。線と線のすき間がなくなるくらい。
- それでもダメなら1層目の速度を極端に遅くする(今回の内容)
何も問題が起きていないのに1層目の速度を遅くする必要はありません。
でも、もし剥がれで困っているなら、試してみる価値はあると思います。
1層目の速度を遅くすると、プリントの時間は確かに伸びます。
しかしプリント時間全体が2倍になるようなことはまずありません。
一方で、定着に失敗して2回プリントすると確実に2倍の時間がかかります。ストレスも溜まります。
ぜひ1層目のプリント条件は丁寧に、丁寧に探ってみてください。丁寧な1層目のプリントが、結果的に全体のプリント時間短縮につながるはずです。
それでは良いモデリングライフを! Wak
コメント