こんにちは、Make WakのWak (@wak198)です。
今回は3Dプリンターで
「ファンの設定がモデルの出来栄えにどこまで影響を与えるか」について見ていきます。
以下のような不良で困ったことはありませんか?
- モデルの形がドロッとしていて、歪んでしまう
- 設計した3Dモデルと明らかに違う形状でプリントされている
こんな不良ですね。

この記事を読むことで、これらの不良の原因と対策を理解することができます。
写真付きで解説していきますので、似たような不具合で問題を抱えている人は、いちどファンの設定を見直してみてください。
それではいってみましょう!
結論:ファンの冷却は超大事
今回の結論は、「ファンの冷却はプリントを綺麗に仕上げるために、とっても大事」ということです。
少し極端な例ではありますが、実物の写真を見てみましょう。
以下の写真は同じ条件でプリントして、ファンの速度だけ「0%」と「100%」と冷却条件を変えた時の比較です。
<Before>
ファン速度0%。全く冷却をしないでプリントをすると、このように
- 表面がデコボコ
- ドロっとした感じ
- 熱で歪んだ感じ
- 1本1本の線が溶けて不明瞭になる
になる。


<After>
ファン速度100%で冷却※。
- 平面がピシッと出ていて、
- 1本1本の線がはっきりわかる。
これが本来あるべき姿。

※Wakが使用しているAnycubic i3 Mega Sでは、ファンの出力が少し弱めなので、ファン速度100%で適切です。あえて過剰に実験してみた訳ではありません。
このように、ファンによる冷却はモデル出力のキレイさに直結します。
プリントが楽と言われているPLAであっても、さすがにファン0%ではまともにプリントできないのです。
もっと扱いが難しい樹脂ならなおさらです。
原理:ノズルで溶かされた樹脂は、適切に冷やして固められる必要がある
なぜファンの速度の設定(=冷却)が大事なのでしょうか?
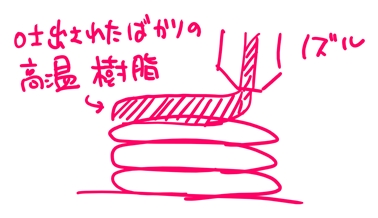
まず、樹脂はノズルの中で高温に熱せられてドロドロに溶けます。
で、この高温の樹脂は、ノズルから吐出されたら、既にプリントされて固まっているモデルの上にのっかります。
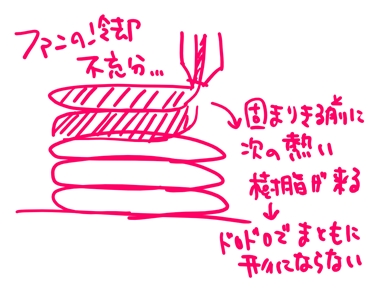
この時に冷却が不十分だと、高温の樹脂が冷えるより前に次の層のプリントが始まってしまいます。
こうして「固まる前に次の熱い樹脂が来る」「固まる前に次の熱い樹脂が来る」を繰り返すと、モデルの形がドロドロになって綺麗に出なくなっていく訳です。
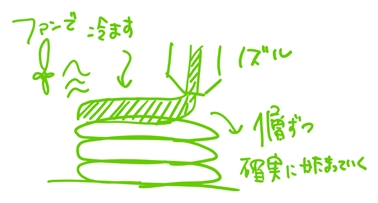
ここでファンの冷却が適切だと前の層をプリントした後、きちんと冷やして固めてくれるようになります。
前の層(次の層の土台となる部分)がきちんと固まっているので、積層も綺麗に積み重なっていくようになります。
3Dプリンターでは「樹脂を熱で溶かして吐出させ」それを「冷やして固める」ということをひたすら繰り返しモデルを作成していきます。
この「冷やして固める」ところが確実に行われなければ、ノズルが動いたとおりに樹脂が固まりません。
つまり、モデルが思った通りの形になりません。
こうした理由から、3Dプリンターにおけるファンの冷却というのは、モデルをキレイに出力するために非常に重要な役割を担っているわけです。
参考:今回実験条件(極端にファン0%と100%で)
参考までに、今回この実験を行った環境は以下のようなものです。
特に特別なことはせず、単純にファンの速度だけを振っています。
| 項目 | 条件 |
| プリンター | Anycubic i3 Mega S |
| フィラメント | ANYCUBIC 純正 PLA (黒) |
| ノズル径 | 0.4mm |
| 温度(T) | 180℃ |
| ベッド温度(B) | 65℃ |
| 速度(S) | 25mm/s |
| フロー(F) | 100% |
| レイヤー高さ(L) | 0.2mm |
| ライン幅(W) | 0.4mm |
もちろん現実にはこのように0%が100%、つまりOFFかONかだけの二択ではなく、もう少し微妙な調整を行う必要があります。
その場合は、例えば5%刻みでファンの速度を振ってみて、モデルの形がいちばん綺麗に出るところを探るのがいいと思います。
注意:今回はPLAの場合の話です
ちなみに注意点としては今回は、設定が簡単と言われているPLAの場合の話であるということです。
PLAの場合は、ファン速度を0%にしても一応プリントできましたし、逆に100%にしてもちょうどいいぐらいでした。5%刻みとかで細かく振ってやる必要はありませんでした。
逆にもっと扱いの難しいABSなどの樹脂を使う時は、もっとシビアにファンの速度を設定してやる必要があります。
この辺はプリントしたいモデルとファンの速度をいくつか振ってみて、実際にテストしてみて覚えてもらうしかない、というのが現実です。
手間がかかりますが、手を動かしてみて、自分なりのベストの条件を探してみてください
おわりに
Wakも3Dプリンターを始めて1ヶ月のころに、「樹脂がもっとアツアツに溶けていた方が、層と層のくっつきが強くなって、良いプリントができるやろ!」とあまり深く考えずにファンを0%(OFF)にしていた時期がありました。
しかし、出来上がったモデルはドロドロでガタガタで歪んでいました。
今にしてみれば当然のことですが、初心者の自分には原因が何かさっぱり分かりませんでした。
3Dプリンターは突き詰めて言ってしまえば、「樹脂を熱で溶かして」「それを冷やして固めているだけ」なので、ファンの速度(冷却)というのは非常に重要な要素です。
地味な話に聞こえるかもしれませんが、結構モデルのキレイさに直結しますので、色々と試してみてください。
このブログでは今後も、3Dものづくりに関する情報を発信していきますので、参考にしてみてください。
それでは良いモデリングライフを! Wak
参考:今回の環境
◆3Dプリンター

◆フィラメントの情報

コメント