
こんにちは、Make WakのWak (@wak198)です。
今回は3Dプリンターの冷却にまつわるお話です。
3Dプリンターの冷却設定は非常に重要です。
冷却がきちんと設定されていないと、こんな問題を起こします。
- ベッドから剥がれて定着しない
- オーバーハングがうまく形にならない(垂れ下がる)
- 柱などの細い形が崩れる(溶けてぐちゅっとした形にしかプリントできない)
どれもなかなか厄介な問題ばかりです。困っている人も多いのではないでしょうか?
冷却の設定は、プリントを「精度よく」「なめらかに」「失敗しないで」行えるかどうかを左右する、と言うことです。
今回は、スライサーソフトCURAを題材にして、これらを解決する冷却設定について説明していきます。
Wak自身よくわかっていなかったことも多かったので、初心者でも理解できるように簡単にまとめてみました。ぜひ参考にしてみてください。
それではいってみましょう。
①基本設定
CURAは冷却に関して、さまざまな設定項目があります。今回見ていくのはこれらの項目です。
正直違いが全くわからなかったので、その調査した内容をまとめて行きます
Enable print cooling(冷却を有効にする)
ここで冷却(=冷却ファン)の動作ON/OFFをスイッチします。基本的にONでOK。
ファンなしでプリントしたことが今までありません。
ONにすると後に続くさまざまな設定をいじれるようになります。
Fan speed(ファン速度)
もっとも基本的なパラメータ。
ファンの速度を、最大速度を100%として何%の速さで回すか、パーセント指定することができる。
使っている3Dプリンターのファンの能力よって、同じ100%でも結果は異なります。なので、それぞれの環境で最適化が必要。
PLAはたぶん100%でも問題ない。ABSだと微妙な調整が必要。
速度を上げると冷却が良くなり、樹脂がドロドロすることを防げるので、形状がきれいに出やすくなります。オーバーハングをきれいに出力するのにも有効。
逆に速度を上げすぎると、樹脂が急激に冷やされすぎて、強く収縮するようになります。すると反りが課題になってきます。
Initial fan speed(1層目のファン速度)
ビルドプレート(ベッドとも)に付着する最初の層のみ個別でファン速度を設定できます。
なぜかと言うと、1層目から冷却を強くしすぎると、樹脂がビルドプレートに張り付く前に冷やされてしまって、定着が悪くなるからです。
最悪、プリントの途中でモデルが剥がれ落ちてしまいます。ゲンナリ。
1層目のファン速度は通常のファン速度よりも遅くしておくことが一般的です。
PLAなら1層目は0%でも全然OKです。むしろ推奨。
Regular fan speed at height(ファン速度を通常速度に戻す高さ)
1層目のファン速度で遅くしたファンは、いつか通常のファン速度に戻す必要があります。
この項目の高さを指定すると、その高さで通常のファン速度に戻してくれます。
例えばここを1mm、1層目を0%、通常を100%、レイヤー高さ(積層ピッチ)を0.2mmで指定すると、
1層目 0.2mm 0%
2層目 0.4mm 25%
3層目 0.6mm 50%
4層目 0.8mm 75%
5層目 1.0mm 100%
というようにファンが回ってくれます。
あまり高い高さを指定すると、ベッドへの密着性は向上しますが、そこまでのプリント品質が低下します。ので、0.5 mmあたりの高さからファンをフル回転させて印刷すれば十分です。
Regular fan speed at layer(ファン速度を通常速度に戻すレイヤー数)
上と同じことを高さ[mm]ではなくレイヤー数[層目]で指定することも可能です。お好きな方を使ってください。
②応用設定
ここからは、もうちょっと複雑なファン速度の設定を見ていきます。
Regular fan speed(通常ファン速度)
これは前述のファン速度の設定と同じですが、次のMaximum fan speed(最大ファン速度)と組み合わせることで、より複雑な制御が可能になります。
Maximum fan speed(最大ファン速度)
ABSの場合など、普段は50%くらいのファン速度で良いんだけど、細かい形状のところは1層の印刷時間が速すぎてもっと強く冷却したい、ということがあります。こんな感じ。
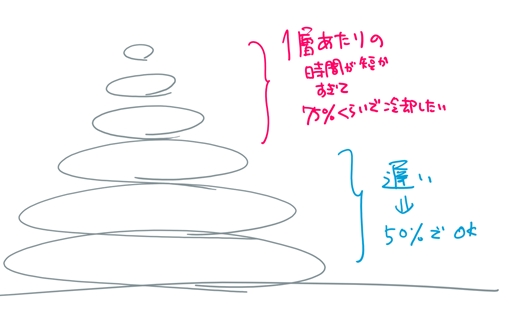
そこで、このMaximum fan speed(最大ファン速度)を設定します。
指定した時間よりも短い時間でプリントするレイヤーは、通常ファン速度より速くファンが回るようになります。
プリントする時間が短ければ短いほど、速くファンが回ります。
ちなみにPLAならここまで細かい設定はいらないと思います。
Fan speed(ファン速度)100%
Regular fan speed(通常ファン速度)100%
Maximum fan speed(最大ファン速度)100%
で良いと思います。
Regular/maximum fan speed threshold(通常/最大ファン速度の切替え時間)
これが1層あたりのプリント時間のしきい値を指定するパラメータです。
ここで設定した時間より短い時間でプリントするレイヤーでは、通常ファン速度よりも速くファンが回るようになります。
ファン速度は徐々に増加していって、最大ファン速度で頭打ちになります。
さらなる設定もあります(別記事)
ここではファン速度だけ見てみました。しかしファンがどれだけ頑張っても、冷却が間に合わないようなこともあります。
そんな時は、プリント速度そのものをゆっくりにして、冷却に必要な時間を稼ぐという手段もあります。
これについてはこの記事を参考にしてみてください。これも自動で設定できるので便利です。
まとめ
ここまでをまとめると、以下のような制御が可能です。
- 1層目は通常より遅くファンを回す
(ベッドへの定着を確実にする)
- 0.5mmくらいの高さまできたら通常のファン速度で回す
(オーバーハングなどの形状含め、精度良くモデルを出力する)
- 細かい形状にさしかかり、1層あたりにかかる時間が短いときはもっとファンを回す
(細かい形状が熱でグズグズになるのを防ぐ)
これでかなりきれいにモデルを出力できるようになるはずです。
注意:いろんな要因を考慮に入れて
注意点としては以下の2つです。
①そもそもファンの能力が足りていなことも
例えば僕の場合は、Anycubic Mega-Sという3Dプリンターを使っていますが、格安機なのでファンの能力がそれほど高くありません。
上では細かい制御ができるような書き方をしましたが、実際は100%でフル回転させないといけません(PLA, PETGの場合)
まぁ、難しいことを考えなくてもプリントできてるので良いことでもありますが。
もっと高いレベルを目指す人は、自分で改造したりする必要が出てきます。
②冷却設定はいろいろな要因の影響を受ける
冷却の設定は、上で紹介した項目だけで全て制御できるわけではありません。
その他の条件による影響もちろん受けます。
例えば、樹脂の温度を180℃→220℃に変えたら、もっと強い冷却が必要になるでしょう。
夏場と冬場でも設定は変わるかもしれません。
冷却の設定だけが冷却に影響を与えるわけではありません。
この辺はいろいろ試してみて、少しずつ覚えていくしかない、というのが正直なところです。
おわりに:冷却はキレイに・精度よく・失敗なくプリントするのに重要
今回はCURAの冷却に関する設定を詳しく見ていきました。
3Dプリンターは魔法の道具に見えますが、実は樹脂を熱で溶かして固めているだけにすぎません。
なので「いちどドロドロに溶けた樹脂をどのように冷やして固めるか」というのは重要なパラメータになります。モデルの出来栄えに直結します。
モデルが蓄熱していくと、モデル全体がドロドロに溶けてまともに形が出なくなってきます。
そんな形をもし見かけた時は、ここの冷却の設定を思い出してみてください。
参考:今回の環境
◆3Dプリンター

◆フィラメントの情報
それでは良いモデリングライフを! Wak

コメント